


Registros históricos dão conta que os primeiros humanos a ordenhar vacas para o consumo do leite habitavam as regiões onde hoje estão a Inglaterra e a Europa Ocidental, isso a 6 mil anos a.C.. Hoje, o leite é uma das commodities agropecuárias mais importantes do mundo, e está entre os cinco produtos mais comercializados no planeta, segundo dados do DataMapper do Fundo Monetário Internacional (FMI).



Cerca de 1 bilhão de pessoas no mundo dependem do produto para sobreviver e outras 600 milhões vivem em 133 milhões de fazendas leiteiras. Portanto, cerca de 10% da população mundial depende atualmente diretamente da produção leiteira. Dada sua importância, esse rico alimento até recebeu uma data para celebração: no dia 1º de junho comemora-se o Dia Internacional do Leite.
No Brasil, a indústria de laticínios é o segundo segmento mais importante da indústria de alimentos. Nossa produção interna é de aproximadamente 34 bilhões de litros por ano, movimentando uma cadeia produtiva que emprega quase 10 milhões de pessoas, conforme dados da Embrapa. Mas o leite ao longo desses milhares de anos é um alimento que evolui, e muito, e hoje agrega em seus processos produtivos e de transformação para outros produtos muita tecnologia. A Embrapa estima que a pecuária de leite tenha crescido entre 2% e 2,5% em 2019.
De acordo com o presidente do grupo Marajoara Alimentos, André Luiz Rodrigues Junqueira, que comanda uma das cinco maiores marcas de leite do Brasil, essa evolução do leite vem muito em função de um protagonismo do consumidor moderno, que está cada vez mais atento e exigente ao que consome. “Hoje, graças a modernas técnicas de processamento podemos produzir uma série de tipos de leite, bem como diversos derivados. Temos hoje além do leite longa vida, que está entre os itens mais consumidos, os desnatados, semi-desnatados, os sem lactose; uma grande evolução do produto que fez com que mais pessoas consumissem a bebida”, explica o presidente da Grupo Marajoara.
A avançada tecnologia usada desde a coleta do leite nas fazendas, passando por diferentes processos de tratamento e transformação, até o envase, está também no controle da segurança alimentar que é um dos mais rigorosos dentro da indústria alimentícia brasileira. Conforme o gerente industrial do grupo, Antônio Júnior Vilela, todo o processo de controle de qualidade, desde que o leite chega à indústria até o seu carregamento para distribuição no comércio é extremamente rigoroso, seguindo protocolos e normas nacionais e internacionais. “Em nosso laboratório são feitas 20 tipos de análises diferentes no leite in natura, que chega na fábrica. Isso nos garante a qualidade e confiabilidade do produto”, afirma Vilela. Conheça a seguir quatro importantes passos do processo industrial deste milenar alimento.
Do recebimento à descarga: a indústria recebe o leite cru refrigerado proveniente diretamente dos produtores. Esse leite chega na empresa em tanques rodoviários isotérmicos e, antes do seu descarregamento nos silos de armazenagem, passa por um rigoroso processo de análises.
Para o descarregamento ser liberado são feitos 20 tipos de análises diferentes em laboratório próprio. São análises físicos químicos, pesquisas de fraudes e microbiológicas. Só assim, após todas as análises estarem dentro dos parâmetros de qualidade, o leite é descarregado para os silos de armazenagem e passa por um processo de resfriamento.
Preparo e padronização: o processo de preparo e padronização do leite UHT (Ultra High Temperature), também conhecido como leite longa vida e um dos mais consumidos no mundo, começa pela Pasteurização / Centrifugação / Padronização. O leite cru é enviado para o pasteurizador e aquecido a 72-75ºC e mantido por 15 segundos, seguido de clarificação, centrifugação e padronização da gordura. Esse processo garante a eliminação de microorganismos nocivos a saúde e elimina sujidades e/ou fragmentos sólidos presentes no leite.
Nessa etapa se define três tipos de leite UHT: integral (mínimo 3,0% de gordura), semidesnatado (0,6% a 2,9%) e desnatado (máximo 0,5%).
Ultra pasteurização e homogeneização: o próximo passo é o sistema de ultra pasteurização (sistema VTIS), onde o leite atinge uma temperatura de 138º a 145º por 04 segundos.
Logo após, o leite passa pelo processo de homogenização, que realiza a quebra das moléculas e agrega a gordura a proteína do leite, esse processo garante um produto estéril de quaisquer microorganismos nocivos a saúde, mantendo as características essenciais nutricionais e de sabor do leite.
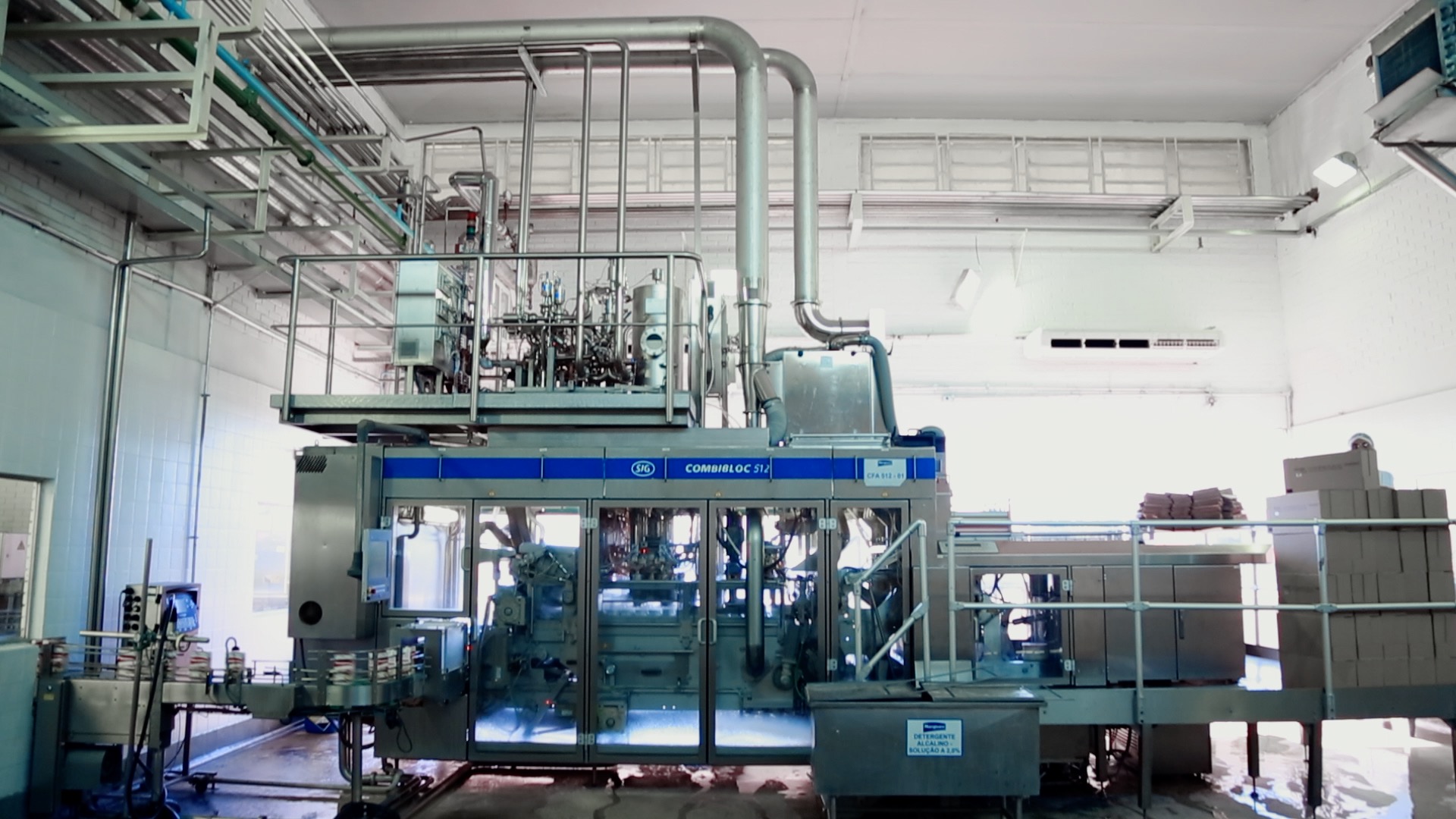
Envase e controle de qualidade: após a homogenização, o leite é enviado para máquina de envase, onde vai ser acondicionado em embalagens cartonadas, onde o envase acontece de forma asséptica.
Em seguida, as embalagens são direcionadas por esteiras para aplicação de tampas, em uma máquina chamada Allcap. Depois, o leite envasado é agrupado e acondicionado em caixas de papelão com 12 unidades e as caixas devidamente montadas seguem para ser paletizadas por um robô.
Toda essa operação é acompanhada de um rígido processo de controle de qualidade. A cada 30 minutos são coletadas amostras, para realização de testes e assegurar a qualidade do processo e do produto.



